一、教学目的与要求
焊工技能训练,是机电类专业必开的专业技术课程,是学生必修课程之一,是专业技能考核的必考课程。
本课程的任务是:通过技能训练,使学生掌握与本专业本工种有关的基础理论知识、技术知识、生产管理知识及各种焊接技术的基本技能和技巧,能通过安全部门的资格认证。
二、教学内容与要求
(一) 焊接与切割基础知识
基本要求:
1.了解焊接与切割的基本原理;
2.了解金属热处理的基本知识;
3.了解金属的一般知识;
4.了解焊接工艺的基本知识
(二) 气焊与气割
基本要求:
1.理解气焊与气割的基本原理几工艺参数的选择;
2.掌握气焊与气割操作使用的安全要求。
教学内容:
1.气焊与气割的基本原理;
2.气焊与气割的工艺参数选择;
3.常用气瓶的结构、输气管道的安全要求
4.焊炬、割炬等附件的构造、原理和安全要求;
5.气焊气割的安全操作。
(三) 焊条电弧焊与电弧切割
基本要求:
1.了解焊条电弧焊与电弧切割的工作原理;
2.了解焊条电弧焊的焊条和焊接参数的选择;
3.了解焊条电弧焊和电弧切割的安全操作要求。
教学内容:
1.焊条电弧焊与电弧切割的工作原理、使用范围;
2.焊条及焊接参数的选择方法;
3.焊条电弧焊与电弧切割的设备及其安全操作基本要求。
(四)气体保护电弧焊和等离子弧焊与切割
基本要求:
1.了解气体保护焊和等离子弧焊的工作原理和安全特点;
2.了解钨极惰性气体、熔化极气体、二氧化碳气体、熔化极惰性气体和混合气体等气体保护焊接工艺特点;
3、了解等离子弧焊接与切割的操作方法。
教学内容:
1.气体保护焊和等离子弧焊的工作原理和安全特点;
2.钨极惰性气体、熔化极气体、二氧化碳气体、熔化极惰性气体和混合气体等气体保护焊接的设备和操作方法;
3、等离子弧焊接与切割的操作方法。
(五) 焊接缺陷及焊接检验
基本要求:
1.了解常见的焊接缺陷和焊接质量的检验方法。
教学内容:
1.焊接缺陷;
2.焊接检验。
(六) 特殊焊接与切割作业安全技术
基本要求:
1.了解化工、燃料容器、管道的焊接安全技术要求;
2.了解登高焊接、水下焊接与切割的安全技术要求。
教学内容:
1.化工及燃料容器、管道的焊补安全技术;
2.登高、水下焊接与切割的安全技术。
(七) 焊接与切割安全用电
基本要求:
1.了解焊接与切割作业用电的基本知识和安全要求;
2.了解焊接与切割作业常见的触电防范措施;
3、了解触电急救方法。
教学内容:
1.焊接与切割作业用电的基本知识和安全要求;
2、焊接与切割作业常见的触电事故原因分析及防范措施
3、触电急救方法。
(八) 焊接与切割的防火防暴
基本要求:
1.了解燃烧与爆炸的基础知识;
2.了解火灾、爆炸事故的紧急处理方法。
教学内容:
1.燃烧与爆炸的基础知识;
2.焊接与切割作业中发生的火灾、爆炸事故的防范措施和紧急处理方法;
3、灭火技术。
(九) 焊接与切割劳动卫生与防护
基本要求:
1.了解焊接与切割作业中产生的有害因素及防范措施;
教学内容:
1.有害因素的来源几危害;
2.焊接与切割作用的劳动卫生及防范措施;
3.补焊化工设备的防中毒措施。
(十)典型事故案例及事故原因分析
基本要求:
1.了解焊接与切割作业危险事故的原因分析
教学内容:
1.典型事故案例及原因分析。
三、实训学时分配
(一)10级机电一、二班实训学时分配
实训教学总学时数为 34 学时,其中讲授 14 学时,实操 14 学时。
学时分配表
序号 |
实 训 内 容 |
学时 |
其 中 |
讲授 |
实操 |
机动 |
1 |
焊接的基本知识 |
4 |
4 |
|
|
2 |
气割与气焊 |
4 |
4 |
|
|
3 |
焊接防护用品和安全检查 |
2 |
2 |
|
|
4 |
气割与气焊实训 |
4 |
|
4 |
|
5 |
期中复习及考试 |
2 |
|
|
2 |
6 |
焊条电弧焊 |
4 |
4 |
|
|
7 |
焊条电弧焊、平焊、立焊实训 |
10 |
|
10 |
|
8 |
期末总复习、考试 |
4 |
|
|
4 |
学 时 总 计 |
34 |
14 |
14 |
6 |
(二)11级机电一、二、三班及11级铆焊班实训学时分配
实训教学总学时数为 68 学时,其中讲授26 学时,实操 26 学时。
学时分配表
序号 |
实 训 内 容 |
学时 |
其 中 |
讲授 |
实操 |
机动 |
1 |
焊接的基本知识 |
6 |
6 |
|
|
2 |
气割与气焊 |
6 |
6 |
|
|
3 |
焊接防护用品和安全检查 |
4 |
4 |
|
|
4 |
气割与气焊实训 |
10 |
|
10 |
|
5 |
期中复习及考试 |
8 |
|
|
8 |
6 |
焊条电弧焊 |
6 |
6 |
|
|
7 |
焊条电弧焊平焊实训 |
8 |
|
6 |
|
8 |
焊条电弧焊立焊实训 |
6 |
|
6 |
|
9 |
焊条电弧焊横焊实训 |
4 |
|
4 |
|
10 |
焊接缺陷与检验 |
4 |
4 |
|
|
11 |
期末总复习、考试 |
8 |
|
|
8 |
学 时 总 计 |
68 |
26 |
26 |
16 |
四、考核办法及标准
实训成绩按实训表现,专业理论,专业操作技能,实训报告四方面成绩占总成绩的权重考核,成绩评定为百分制。对成绩不及格者,每学期设一次补考机会,每科目补考一次收补考费50元,凡不参加补考或补考仍不及格者,毕业前夕进行重修,重修费200元,重修不合格不发给毕业证。
具体考核内容和赋分办法如下:
项目 |
具体内容 |
赋分办法 |
平时成绩 (70分) |
思想作风(5分) |
老师观察评判 |
课堂纪律和安全文明生产 (10分) |
(1)违反课堂纪律的扣1分。 (2)违反《安全操作规程》的扣1分。 (3)实训期间不按安全规定穿戴的扣1分。 (4)不爱护实训设备、工夹量具的扣1分。 (5)实训结束不擦拭、保养设备的扣1分。 (6)实训期间轮流的值日生不按规定打扫卫生的扣1分。 (7)迟到、早退一次扣1分。旷课一节扣3分,累计一天扣10分。 (8)上课时抽烟、打闹、玩手机、窜岗、做与学习无关的事情,发现一次扣1分。打架斗殴的扣5分。 (9)利用实训材料做私活的扣1分,制作危险物品的扣5分。 |
课堂作业(10分) |
按单元简单累计平均分数折算。 课堂作业每缺一次扣2分。 |
实操成绩(40分) |
按单元简单累计平均分数折算。 实训单元每缺一次扣5分。 |
实习报告成绩(5分) |
按单元简单累计平均分数折算。 实习报告每缺一次扣1分。 |
期末成绩 (30分) |
|
|
奖励加分 |
(1)在市技能大赛中获奖者加5-8分。 (2)在校技能大赛中获奖者加3-5分。 (3)被评为校优秀实训生加5分。 (4)在实训中为维护同学的生命安全及学校的财产安全见义勇为的,加2-10分。 |
注:表中所有加分、扣分均从期末考核总成绩中加减。
焊工实习安全操作规程
一、电焊
1、服从实习老师的安排和指挥,未经实习老师允许,任何同学不得擅自动用电焊设备,老师不在不得私自焊接。
2、操作前应检查电焊手钳的导线和地线的绝缘层是否损坏,如有损坏,应立即向实习老师报告。
3、实习焊接时,应穿绝缘胶鞋或皮鞋,戴电焊手套,罩上防护面罩。
4、工作时禁止向地面喷水,以免发生短路事故。
5、打火前应告诉其它同学躲避弧光,在清除焊渣时应戴防护眼镜。
6、未经许可,不得任意闭合电闸,合闸前必须检查电焊手钳与地线及连接部件是否分离,以免造成短路。
7、焊条头不得随地乱扔,应放在工作台上统一清理。
8、禁止将电焊手钳放在工作台上或夹带焊条挂在屏风上,以免造成安全事故。
9、在进行电焊时,禁止一手拿电焊手钳,另一手拿其它工具接触正在进行焊接的工件。
10、在进行焊接时禁止身体坐靠在电焊机上。
11、没有戴防护面罩,不要去看电焊弧光,以免刺伤眼睛。
12、用小锤锤击焊缝熔渣时,眼睛须离焊件0.5米以上,清渣时,禁止上下击打或对着他人击打,以免烫伤。
13、不要用手触摸刚焊过的工件,以免烫伤。
14、转移焊接地点时应先切断电源,防止有漏电的现象发生。
15、焊接实习期间,不得焊接密封且有压力的容器或易燃、易爆物品。
16、在焊接实习场所内 ,严禁堆放易燃易爆物品。严禁在下雨及露天积水处焊接。
17、实习中断或离开时,必须切断电源或关闭开关。
18、未经允许,不得旋转电焊机电流调节摇柄(特别是正在焊接时)以免发生意外。
19、发生故障时不要慌乱,应立即拉下闸刀切断电源,并向实习老师报告。
20、实习老师要经常检查电线绝缘是否完好、无破损。
21、实习结束后,将焊机电源切断,焊线绕好,露天的要盖好焊机,并详细检查工作场地,彻底熄灭火种后方可下课。
二、气焊
1、进行气焊实习前必须穿好工作服。操作中应戴防护眼镜和手套。
2、焊接前,应对乙炔瓶、氧气瓶、胶管、减压阀等进行全面细致的检查,务必安全可靠。发现问题应向实习老师报告。开启气瓶阀门要缓慢,不得擅自调整减压阀。
3、乙炔瓶、氧气瓶、胶管严禁与油类和明火接触,不得将带油质的东西靠近焊接口、减压阀及氧气瓶口,以免发生燃烧。
4、点火时,先开氧气再开乙炔。熄火时先关乙炔,再关氧气。
5、焊枪点火时和点火后不要将焊炬口的对着他人,不要用正在工作的焊炬拨动工件。
6、不要让乙炔或氧气的橡皮管碰到火焰或灼热的工件。
7、不要踏地上的氧气管和乙炔管,以免发生回火。
8、气焊装置及附属品要轻开、轻放、轻装避免碰击。乙炔瓶要直立放置,禁止水平放置使用。
9、焊咀发现火焰逆流时,应及时将所有阀门关闭,胶管发现燃烧时,应及时将燃烧段的气路切断,将氧气瓶、乙炔气瓶的阀门关闭,金属颗粒或氧化铁堵塞焊咀时,必须立即关闭乙炔气阀门,以防回火。
10、氧气瓶、乙炔瓶严禁混装搬运或撞击、爆晒,瓶内气体不要用完,要剩下一定的气体,电焊机、氧气瓶,乙炔气瓶要分开放置,距离应不少于5米。
11、实习结束后,应将所有阀门关闭,把胶管整理好,清理好现场,做到现场无火种后方可离开。
实训项目一、气割与气焊实训
一、实训目的
能够正确使用气焊设备及工具。
能够进行钢薄板各种位置的气焊。
能够对中厚板及圆形工件进行气割。
二、实训工具及材料
一)气焊:
二)气割:
三、实训试件图
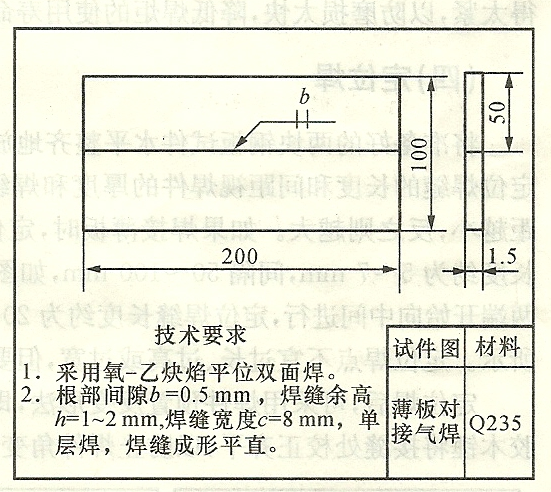
图一:薄板对接气焊试件图
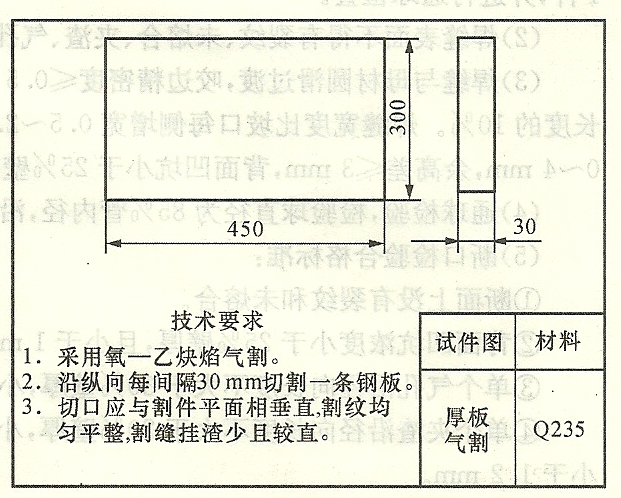
图二:厚板气割试件图
四、焊前准备
一)气焊
1、试件材料:Q235
2、试件尺寸:200mmΧ50mmΧ1.5mm两块(图一)
3、焊接材料:焊丝牌号H08A,直径2mm
4、焊接要求:两面焊接
二)气割
1、试件材料:Q235
2、试件尺寸:450mmΧ300mmΧ30mm(图二)
实训报告
实训项目 |
|
实训日期 |
|
实训课时 |
|
指导老师 |
|
实训目的: |
实训设备: |
实训原理及方法: |
实训内容及步骤: |
实训心得: |
实训报告
实训项目 |
|
实训日期 |
|
实训课时 |
|
指导老师 |
|
实训目的: |
实训设备: |
实训原理及方法: |
实训内容及步骤: |
实训心得: |
实训项目二、焊条电弧焊平焊实训
一、实训目的
能够进行钢板的I型坡口与V型坡口对接平焊。
掌握I型坡口双面焊接操作方法。
掌握V型坡口单面焊接双面成形操作方法
二、实训工具及材料
三、实训试件图
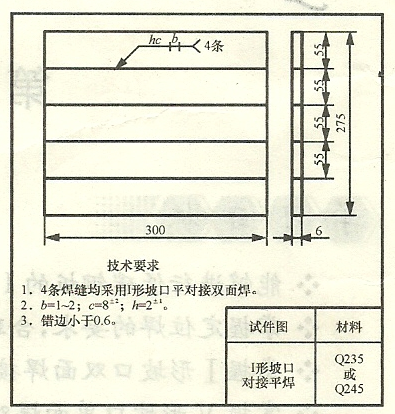
图三:I型坡口对接平焊试件图
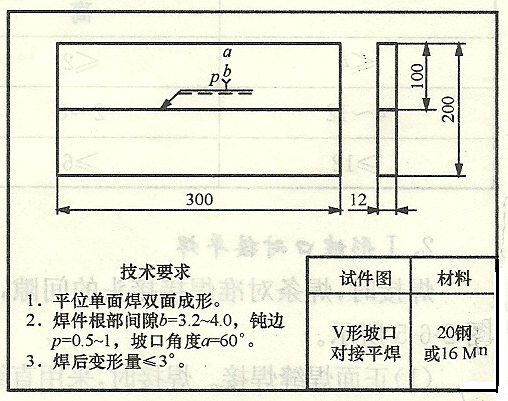
图四:V型坡口对接平焊试件图
四、焊前准备
一)I型坡口对接平焊
1、试件材料:Q235或Q245
2、试件尺寸:300mmΧ275mmΧ6mm(图三)
3、坡口要求:I型坡口
4、焊接要求:两面焊接
二)V型坡口对接平焊
1、试件材料:Q20钢或16MnR
2、试件尺寸:300mmΧ200mmΧ12mm(图四)
3、坡口要求:V型坡口
4、焊接要求:单面焊接双面成形
实训报告
实训项目 |
|
实训日期 |
|
实训课时 |
|
指导老师 |
|
实训目的: |
实训设备: |
实训原理及方法: |
实训内容及步骤: |
实训心得: |
实训报告
实训项目 |
|
实训日期 |
|
实训课时 |
|
指导老师 |
|
实训目的: |
实训设备: |
实训原理及方法: |
实训内容及步骤: |
实训心得: |
实训项目三、焊条电弧焊立焊实训
一、实训目的
能够进行钢板的I型坡口与V型坡口对接立焊。
掌握I型坡口单面焊接双面成形操作方法。
掌握V型坡口单面焊接双面成形操作方法
二、实训工具及材料
三、实训试件图
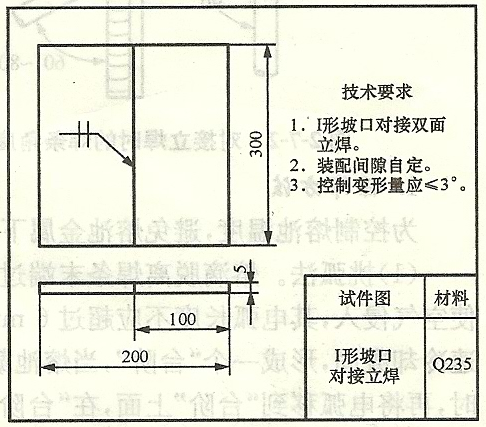
图五:I型坡口对接立焊试件图
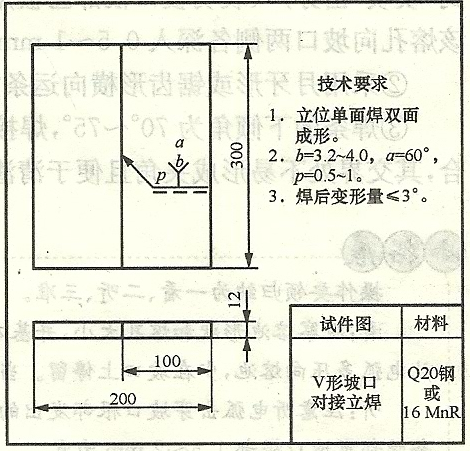
图六:V型坡口对接立焊试件图
四、焊前准备
一)I型坡口对接立焊
1、试件材料:Q235或Q245
2、试件尺寸:300mmΧ275mmΧ5mm(图五)
3、坡口要求:I型坡口
4、焊接要求:单面焊接双面成形
二)V型坡口对接立焊
1、试件材料:Q20钢或16MnR
2、试件尺寸:300mmΧ200mmΧ12mm(图六)
3、坡口要求:V型坡口
4、焊接要求:单面焊接双面成形和双面焊
实训报告
实训项目 |
|
实训日期 |
|
实训课时 |
|
指导老师 |
|
实训目的: |
实训设备: |
实训原理及方法: |
实训内容及步骤: |
实训心得: |
实训报告
实训项目 |
|
实训日期 |
|
实训课时 |
|
指导老师 |
|
实训目的: |
实训设备: |
实训原理及方法: |
实训内容及步骤: |
实训心得: |
实训项目四、焊条电弧焊横焊实训
一、实训目的
能够进行钢板的V型坡口对接横焊。
掌握V型坡口单面焊接双面成形操作方法
二、实训工具及材料
三、实训试件图
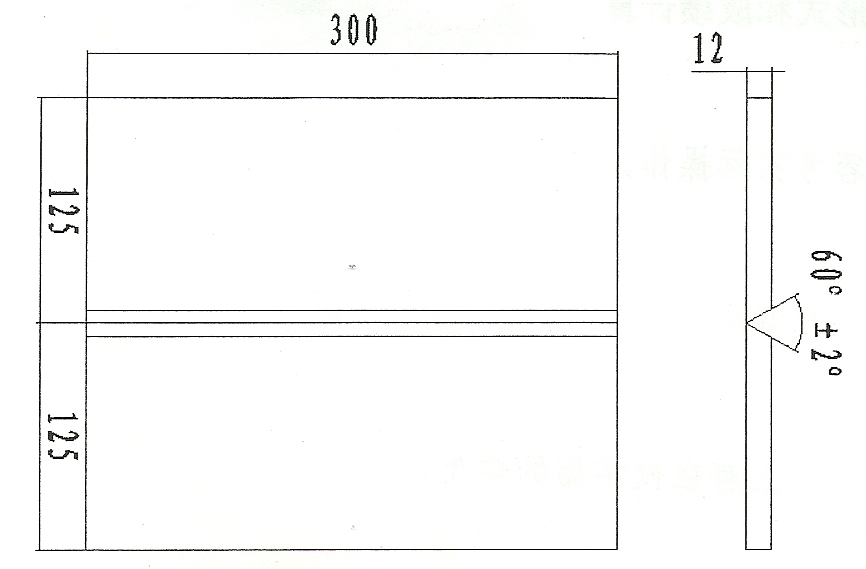 图七:V型坡口对接横焊试件图
图七:V型坡口对接横焊试件图
四、焊前准备
1、试件材料:Q20钢或16MnR
2、试件尺寸:300mmΧ125mmΧ12mm(图七)
3、坡口要求:V型坡口
4、焊接要求:单面焊接双面成形
实训报告
实训项目 |
|
实训日期 |
|
实训课时 |
|
指导老师 |
|
实训目的: |
实训设备: |
实训原理及方法: |
实训内容及步骤: |
实训心得: |
实训报告
实训项目 |
|
实训日期 |
|
实训课时 |
|
指导老师 |
|
实训目的: |
实训设备: |
实训原理及方法: |
实训内容及步骤: |
实训心得: |
项目五、管对管水平固定焊接实训
一、实训目的
能够进行钢管的水平固定焊。
能够进行钢管的垂直固定焊。
掌握钢管水平固定焊及垂直固定焊的操作方法
二、实训工具及材料
三、实训试件图
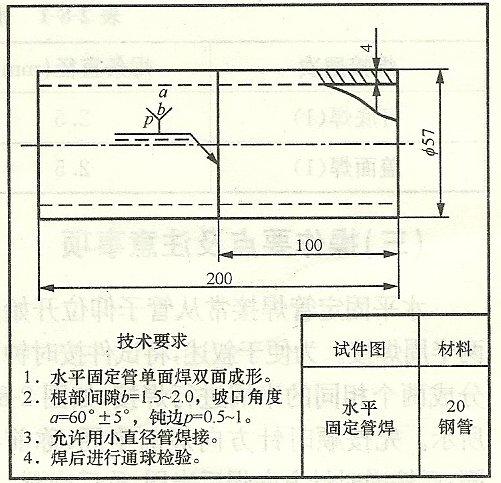
图八:水平固定管焊接试件图

图九:垂直固定管焊接试件图
四、焊前准备
一)水平固定管焊接
1、试件材料:20钢管
2、试件尺寸:Φ57mmΧ4mm,L=200mm(图八)
3、坡口要求:60°±5°V型坡口
4、焊接要求:单面焊接双面成形
二)垂直固定管焊接
1、试件材料:20钢管
2、试件尺寸:Φ133mmΧ8mm,L=200mm(图九)
3、坡口要求:60°±2°V型坡口
4、焊接要求:单面焊接双面成形
实训报告
实训项目 |
|
实训日期 |
|
实训课时 |
|
指导老师 |
|
实训目的: |
实训设备: |
实训原理及方法: |
实训内容及步骤: |
实训心得: |
实训报告
实训项目 |
|
实训日期 |
|
实训课时 |
|
指导老师 |
|
实训目的: |
实训设备: |
实训原理及方法: |
实训内容及步骤: |
实训心得: |
项目六、手工钨极氩弧焊焊接实训
一、实训目的
能够正确选择手工钨极氩弧焊焊接工艺参数。
能够进行手工钨极氩弧焊板对接单面焊接双面成型。
二、实训工具及材料
三、实训试件图
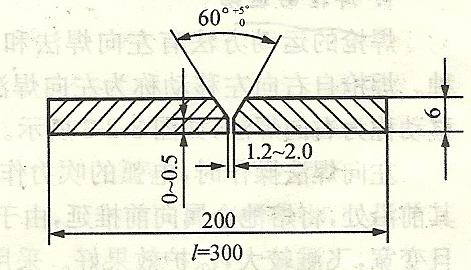
图十:V型坡口对接试件及坡口尺寸
四、焊前准备
1、试件材料:Q235
2、试件尺寸:300mmΧ200mmΧ6mm(图十)
3、坡口要求:60°±5°V型坡口
4、焊接要求:单面焊接双面成形
实训报告
实训项目 |
|
实训日期 |
|
实训课时 |
|
指导老师 |
|
实训目的: |
实训设备: |
实训原理及方法: |
实训内容及步骤: |
实训心得: |
实训报告
实训项目 |
|
实训日期 |
|
实训课时 |
|
指导老师 |
|
实训目的: |
实训设备: |
实训原理及方法: |
实训内容及步骤: |
实训心得: |
项目七、二氧化碳气体保护焊焊接实训
一、实训目的
能够正确选择半自动二氧化碳气体保护焊焊接工艺参数。
能够进行半自动二氧化碳气体保护焊板对接的各种单面焊接双面成型。
二、实训工具及材料
三、实训试件图
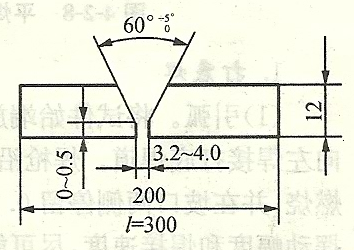
图十一:V型坡口对接试件及坡口尺寸
四、焊前准备
1、试件材料:20钢或16Mn
2、试件尺寸:300mmΧ200mmΧ12mm(图十一)
3、坡口要求:60°±5°V型坡口
4、焊接要求:单面焊接双面成形
实训报告
实训项目 |
|
实训日期 |
|
实训课时 |
|
指导老师 |
|
实训目的: |
实训设备: |
实训原理及方法: |
实训内容及步骤: |
实训心得: |
实训报告
实训项目 |
|
实训日期 |
|
实训课时 |
|
指导老师 |
|
实训目的: |
实训设备: |
实训原理及方法: |
实训内容及步骤: |
实训心得: |